







220V Semi-automatic welding machine MIG ARC welder MMA 2 in 1 No Gas Welding gas equipment fit 0.8mm 1.0mm Flux Core Инструменты - купить
Специальная цена от 11 672,55 руб.*
Категория товара: Приборы для MIG-сварки

История изменения цены
*Внимание! Указанная цена 11 672,55 руб. уже могла изменится, перед тем как купить данный товар перейдите на страницу продавца и проверьте актуальную стоимость.
| Месяц | Мин. | Макс. | Цена |
|---|---|---|---|
| 17.03.2026 | 13890.90 | 14585.33 | 14237.5 руб. |
| 17.02.2026 | 13773.22 | 14462.5 | 14117.5 руб. |
| 17.01.2026 | 11555.80 | 12133.66 | 11844 руб. |
| 17.12.2025 | 13540.24 | 14217.99 | 13878.5 руб. |
| 17.11.2025 | 11789.90 | 12378.90 | 12083.5 руб. |
| 17.10.2025 | 13306.58 | 13971.6 | 13638.5 руб. |
| 17.09.2025 | 13189.81 | 13848.40 | 13518.5 руб. |
| 17.08.2025 | 13073.33 | 13727.83 | 13400 руб. |
| 17.07.2025 | 12956.24 | 13604.9 | 13280 руб. |
Купить 220V Semi-automatic welding machine MIG ARC welder MMA 2 in 1 No Gas Welding gas equipment fit 0.8mm 1.0mm Flux Core | Инструменты








Package Includes all accessories on above photo,
include LIST:
1Pcs NB-250
1Pcs Mig torch
1Pcs MMA torch
1Pcs earth/grounding clamp
1Pcs Flux cored wire--0.5kg
NOTE
If the plate thickness is less than 2mm, use 0.8mm core
If the plate thickness is higher than 2mm, use 1.0mm core
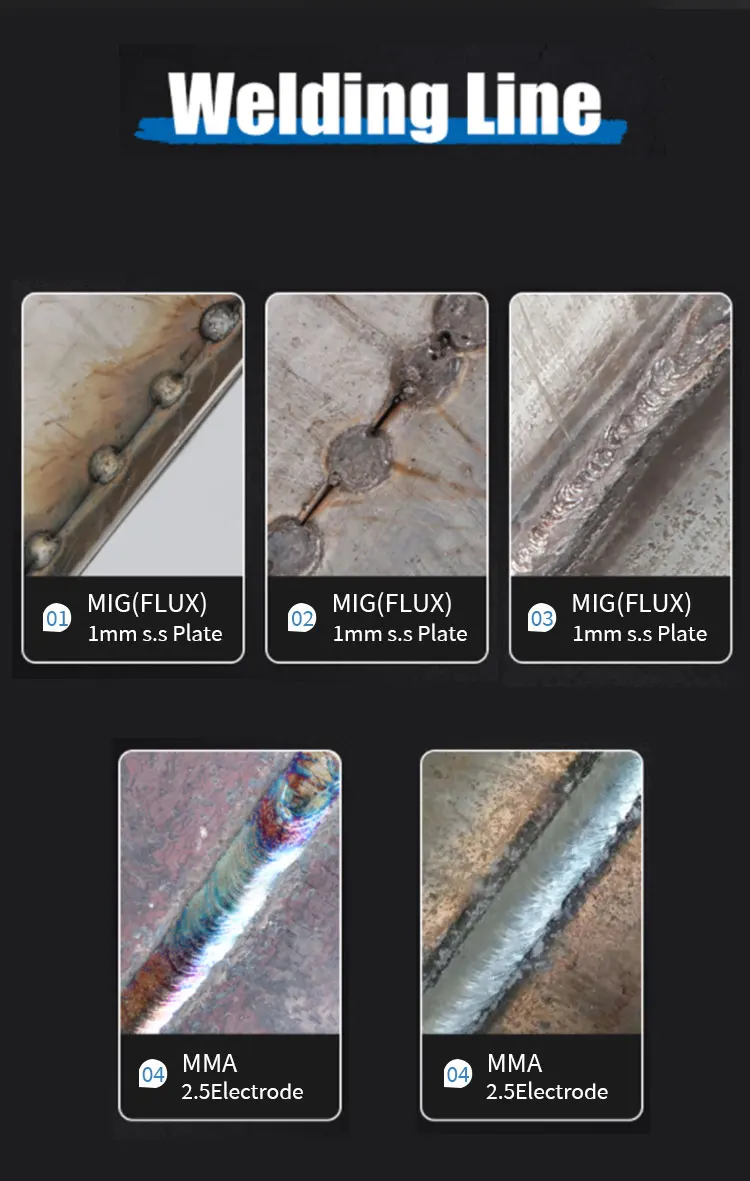
The product is equipped with ordinary flux - cored wire for welding steel
If you need to weld stainless steel, you need to replace the stainless steel flux cored wire
Shipment from China to Russia delivery time:
1) Normal conditions: major cities arrive at the destination in about 30-40 days, and remote cities arrive in about 50 days.
2) Except for special circumstances (including but not limited to: force majeure, customs inspection, policy adjustment, holidays, etc.)
Delivery time from Russia:
1) Normal conditions: major cities arrive at the destination in about 3-7 days, and remote cities arrive in about 10 days.












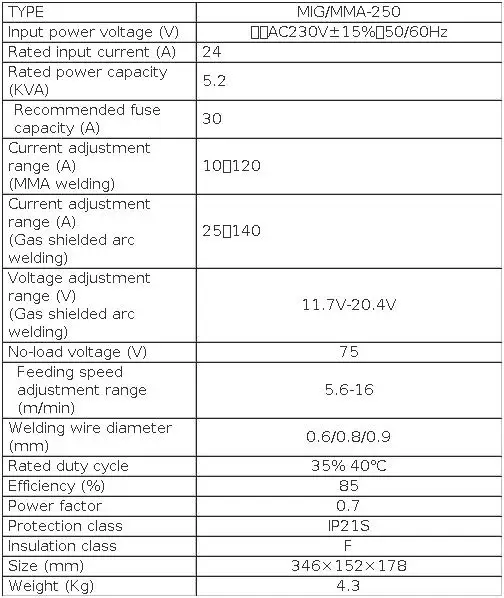
MAIN PARAMETER
5. PANEL STRUCTURE
5.1 Front panel structure





















1. Power LED
2. Overheating LED
3.UnifiedRegulation (manual arc welding current regulation, and gas shielded welding voltage regulation)
4.Gas shielded arc welding/MMA welding conversion switch
5.“-” output terminal “1”
6.Gas Shielded torch switch
7.“+” output terminal “1”(Gas Shielded Welding Torch interface)
6.2 Back panel structure










7. Power switch
8. Input power cable
9.Fan
6.3Clapboard structure



10.Wire feeding button
6. INSTLLATION & OPERATION
Note:·Please install the machine strictly according to the following steps.
·Electric connection operation should be after turning off the power supply switch of the switch box.
·The protection class of this machine is IP21S, so avoid using it in rain.
6.1 Connection of input cable
(1) A primary power supply cable is available for this welding machine. Connect the power supply cable with required voltage. (Note: Earth the machine reliably during connection.)
(2) Theprimary wire should be connected to the correspondingsocket to avoid oxidization.
(3) Use multi-meter to see whether thevoltage value varies within the given range.
6.2 Installation of MMA welding
(1) Twoair socketsare available for this welding equipment. Connectthe plug to the socket on the panel board. Itis possiblydamaging to both the plug and socket, if the plug and the socket are incorrectly connected.
(2) The electrode holder cable should beconnected to thenegative terminal,while the work piece should be connected to the positive terminal.
(3) Seriousattention should be paid to the electrode of the wire. Generally, two modesof connection of DC welding equipment are available:
● Positive connection:electrode holder to “-”,while work piece to “+”;
● Negative connection:work piece to “-”, while electrode holder to “+”.
Optthe modeaccording to practical requirements, and incorrect connectionmay cause unstable arc,splash and conglutination of rod and work pieceetc.
l In case thatminimum distance between work piece and this welding equipment is over 50m,as a consequence it spells the over-length of the secondary cable including electrode holder cable and earth cable. Therefore it is necessary to increase the diameter of cable in order to maintain and improve the performance of voltage output.
6.3 Operation
(1) Turn the power switch on the back panel to “ON”position after the installation according to the above steps, the machine is started, the power LED turns on, and the fan works.
(2) Turn the conversion switch on the front panel to “MMA”position, and adjust the weldingcurrent adjustment knob according to the workpiece thickness to get the desired welding performance.
(3) Generally, the required welding current is listedas follows:
Ф2.5:70-100A; Ф3.2:110-160A; Ф4.0:170-220A; Ф5.0:230-280A
6.4Installation of gas shielded arc welding
(1) Plug the welding torch into the output socket “

”on the front panel, and tighten it. Thread the wire into the torch manually.
(2) Insert the earth cable plug into the negative socket “1”on the front panel, and tighten it clockwise.
(3) Insert the fast plug on the wire feeder into the output socket “GAS” on the clapboard, and tighten it clockwise.
(4) Fixthe welding wire coil to the rack axis on the wire feeder;make sure the hole of the wire feeding wheel matches well with the bolt on the rack axis and the welding wire diameter. Unfasten the screw on the wire-pressing wheel, and make the wire into the gloveof the wire feed wheel, press the wire tightly, but not too tight, and then thread the wire into the torch. Press the”wire feeding”button to feed the wire out of the welding gun.
(5) Tightly connect the gas hose, whichcome from theback of the machine to the copper nozzle of gas bottle.
7. CAUTION
7.1 Working Environment
⑴ Welding should be carried out in a relatively dry environment with its humidity of 90% or less.
⑵ The temperature of the working environment should be within -10°C to 40°C.
⑶ Avoid welding in the open air unless sheltered from sunlight and rain, and never let rain or water infilter the machine.
⑷ Avoid welding in dusty area or environment with corrosive chemical gas.
⑸ Avoid gas shielded arc welding in environment with strong airflow.
7.2 Good Ventilation
This welding machine has so big welding current when working that nature ventilation can not meet the cooling demand, while the inner fan enables the machine to work steadily by its effective cooling. Operator should make sure the louvers are uncovered and unblocked. The minimum distance between the machine and nearby objects should be 30cm. Good ventilation is of critical importance to the normal performance and service life of the machine.
7.3 No Overvoltage
If the voltage exceeds the permitted limit, the machine will be damaged, so pay attention to the changes in voltage. Once overvoltage occurs, stop welding and switch off the power.
7.4 No Overload
Remember to observe the max load current at any moment (refer to the optioned duty cycle). Make sure that the welding current should not exceed the max load current. Over-load current could obviously shorten the welding equipment’s life, or even burn the equipment.
7.5 Overheating Protection
Overheating protection appears while the machine is of overload status because of continuous welding for a long time, and a sudden halt of welding occurs. In this case, it is unnecessary to restart the machine, but just wait for the overheating LED to go out, and welding can be recovered.
Отзывы о 220V Semi-automatic welding machine MIG ARC welder MMA 2 in 1 No Gas Welding gas equipment fit 0.8mm 1.0mm Flux Core Инструменты
Здесь вы можете оставить свой отзыв о данном товаре.